|
|
|
 |
・地址:
中国・浙江省台州市路桥区金清镇上塘村金林路485号
邮编: 317503
・电话:13505763811
・传真:+86-576-82897388
・邮箱:cnjsjc@hotmail.com
・网址:http://www.tzjsjc.com
| |
一、拉削的加工范围与特点
|
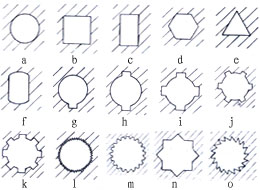
| 1、加工范围 |
| 内表面加工简图 |
|
|
|
| |
1、圆孔,见图a 2、方孔,见图b 3、长方孔,见图c
4、六角孔,见图e; 5、三角孔,见图f; 6、鼓形孔,见图g;
7、键槽,见图h; 8、双键槽,见图i; 9、四键槽,见图j;
10、11、花键槽,见图k;12、尖齿孔,见图l;13、内齿轮,见图m;
14、交叉方孔,见图n; 15、内圆锯齿孔,见图o;
| | |
| 2、拉削特点 |
拉削[图5-la]是利用一种带有许多刀齿的拉刀作等速直线运动,通过固定的工件时,逐齿依次切下薄薄的金属层,从而使工件表面达到较高精度和较小粗糙度的高生产率加工方法。
当刀具在切削时所承受的是压力而不是拉力时,这种刀具称为推刀[图画-lb]。推力容易弯曲折断,长度受到限制,不如拉刀用的广泛。
拉削加工与其他切削方法相比,具有以下一些特点:
(1):拉削过程只有主运动(拉刀运动),没有进给运动(由拉刀本身的齿升量完成),因此机床(拉床)结构简单:
(2):拉刀是多刃刀具,一次行程即可同时完成粗、精加工,因此生产率很高。在大量或成批生产时,成本较低,特别是加工大批特殊形状的孔或外表面时,效率更显著:
(3):由于拉削速度低,拉削过程平稳,切削层厚度很薄,因此加工精度可达H7级,粗糙度可达Ra0.8微米以内。若拉刀尾部装有浮动挤压环时,则还可以减小粗糙度,可在Ra0.2微米左右:
(4):对操作人员的技术水平和熟练程度要求的较低.
(5):加工成本低,拉刀虽然价格高,但寿命很长,一把拉刀加工的工件数很多(修磨一次可拉削数百到数万件)加工生产率又高,所以拉削成本较低.
但是,拉削加工的应用也有一定和局限性,即有盲孔或加工表面有凸台的工件就不能采用拉削拉刀结构较为复杂,制造成本高,因此只适用于大量或成批生产。 | |
| |
| 【返回】 |
|